- Home
- Technisches Kundencenter
- L—ttechniken
L—ttechniken
- Wie man das Flussmittel aufbringt
- Wie man das Flussmittel aufbringt
Vorgemischtes Flussmittel
Es wird empfohlen, das Flussmittel wenn immer m—glich als Paste auf die zu l—tenden Teile aufzubringen.Paste oder Pulver?
Pulver k—nnen zu Pasten anger■hrt werden, indem man Wasser beimischt, bis die Mixtur die Konsistenz einer dicken Paste annimmt. Zusðtzlich ein paar Tropfen Geschirrsp■lmittel verbessern die Benetzung auf sauberen Grundwerkstoffen.Die Flussmittelpaste ist vor dem Zusammenf■gen auf beide Flðchen der L—tstelle aufzutragen. Wenn man das Flussmittel erst nach dem Zusammenf■gen aufbringt, werden grosse Anforderungen an die Fliesseigenschaften des geschmolzenen Flussmittels und an seine Fðhigkeit, in kapillare Spalte einzudringen, gestellt.
Pinseln
Pinseln ist eine effektive Methode, einen d■nnen Pastenfilm auf die L—tstelle und deren Umgebung aufzubringen.Eintauchen
Hartlotflussmittel kann aufgebracht werden, indem man eine oder mehrere Komponenten einer Konstruktion in einen Behðlter mit Flussmittel eintaucht. Dies erfolgt am wirkungsvollsten mit einer d■nnfl■ssigen Paste.Automatische Aufbringung
Die automatische Aufbringung des Flussmittels ist m—glich und ist in der Massenproduktion im Einsatz. F■r weitere Angaben wenden Sie sich an einen Verkaufsingenieur von Johnson Matthey.Flussmittel mit dem heissen Lotstab aufnehmen
Bei dieser Technik ist ein heisser Lotstab in Flussmittelpulver zu tauchen. So haftet eine Portion Flussmittel am heissen Ende des Lotstabes, die anschliessend an die L—tstelle aufzubringen ist. Es ist dies eine praktische Methode, Hartlotflussmittel aufzubringen. Es ist aber schwieriger als mit Flussmittelpaste, eine gute Durchdringung der kapillaren Lotfuge zu erzielen. Eine Verfeinerung dieser Technik ist die Ben■tzung von flussmittelumh■llten Lotstðben.
Warum wird Flussmittel verwendet?
Ein geschmolzenes Lot wird einen Grundwerkstoff nur dann benetzen und darauf fliessen, wenn Lot und Grundwerkstoff v—llig frei von Oberflðchenoxid sind. Auf einer blankgereinigten und oxidfreien Oberflðche ohne Flussmittelbedeckung bildet sich beim Erwðrmen schnell eine neue Oxidschicht. Folgende Massnahmen sind f■r eine oxidfreie Oberflðche n—tig:-
a) Anwendung eines geeigneten Hartlotflussmittels, das wðhrend des L—tens die vorhandenen und die neu entstehenden Metalloxide aufl—st.
b) Erwðrmung in einer Schutzgasatmosphðre oder im Vakuum verhindert eine Oxidation wðhrend des L—tens.
c) ein selbstfluxendes Lot verwenden - nur beim L—ten von Kupfer auf Kupfer m—glich.Hartlotflussmittel sind ausschliesslich zur Entfernung von Oxidfilmen konzipiert. Andere Verunreinigungen wie Dreck, Staub, øl, Farbe oder Lack sind vor dem L—ten entweder mit mechanischen und/oder chemischen Mitteln zu entfernen.
Faktoren, welche die Funktionsweise eines Flussmittels beeinflussen
Die zufriedenstellende Wirkung jedes Flussmittels hðngt beim L—ten sowohl von der L—ttemperatur und -zeit als auch von den Grundwerkstoffen sowie der aufgebrachten Menge an Flussmittel ab.
Temperatur
Um wirksam zu sein, muss das Flussmittel geschmolzen und aktiv sein bevor das Lot schmilzt. Zudem muss es aktiv bleiben, bis das Lot durch den Lotspalt geflossen ist und sich beim Abk■hlen verfestigt hat. Die Arbeitsbereiche der Johnson Matthey Hartlotflussmittel sind in der Tabelle auf Seite 27 angegeben. Es empfiehlt sich, ein Flussmittel zu wðhlen, das wenigstens 50¯C unter dem Solidus des Lotes aktiv wird und bis wenigstens 50¯C ■ber dem Liquidus des Lotes aktiv bleibt. Dies stellt sicher, dass das Flussmittel wðhrend des ganzen L—tvorgangs wirkt.
Zeit
Das Flussmittel muss die Oxide auf der Werkst■ckoberflðche aufl—sen und die wðhrend des Erwðrmens fortlaufend neu entstehenden Oxide bis zum Ende der L—toperation entfernen. Ein Flussmittel kann nicht unbegrenzt Oxide aufl—sen. Je lðnger der Erhitzungszyklus dauert, desto h—her ist die Wahrscheinlichkeit, dass die Wirkung des Flussmittels erlahmt und sowohl die R■ckstðnde als auch die Werkst■cke ein schwarzes Aussehen annehmen. Wie lange ein Flussmittel wirksam bleibt, hðngt insbesondere von der Arbeitstemperatur und der Art des Grundwerkstoffs ab. Bei zu langen Erwðrmungszyklen kann das Flussmittel inaktiv und zerst—rt werden. In diesem Fall empfiehlt sich die Ben■tzung eines Flussmittels mit einem h—heren Arbeitsbereich.
Bei sehr kurzen, schnellen Erwðrmungszyklen lðsst sich ein Flussmittel ohne Risiko auf eine Temperatur bringen, die auch oberhalb seiner empfohlenen maximalen Arbeitstemperatur liegt.
Grundwerkstoffe
Johnson Matthey Flussmittel eignen sich zum Hartl—ten von Kupfer, Messing, Weichstahl und den meisten anderen in der Technik ■blichen Werkstoffen.
Es gibt Spezialflussmittel f■r Aluminiumbronze, rostfreien Stahl, Wolfram, Molybdðn und Wolframkarbid. Silberhartlotflussmittel sind auf Aluminium, Magnesium, Titan und deren Legierungen nicht wirksam.
Flussmittelmenge
Die ben—tigte Flussmittelmenge schwankt je nach Art der Anwendung. Gew—hnlich reicht es aus, eine d■nne Schicht Hartlotflussmittel auf die Flðchen des Lotspaltes und dessen Umgebung mit einem Pinsel aufzutragen. F■r die Qualitðt der L—tstelle ist es keineswegs schðdlich, wenn zu viel Flussmittel aufgebracht wird, sondern kann sogar das Entfernen des Flussmittels erleichtern. Ein Auftragen von Flussmittel auf die Umgebung der L—tstelle verhindert die Oxidation des Werkst■ckes. Die Anwendung von zu wenig Flussmittel kann seine Wirksamkeit vorzeitig beenden, was zu Unsch—nen und fehlerhaften L—tstellen f■hrt. Merke: Es ist immer besser zu viel als zu wenig Flussmittel aufzutragen!
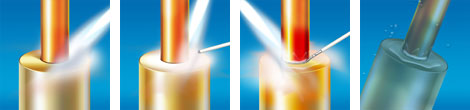
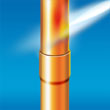
Die Erhitzungsstufen des Flussmittels bis zum Erreichen der L—ttemperatur



Dass Flussmittel wird weiss und verfestigt sich, wðhrend das Wasser verdampft
Kurz vor Erreichen der L—ttemperatur wird das Flussmittel durchsichtig und fliesst wir Wasser
Das Flussmittel sch■tzt das Werkst■ck wðhrend des Abschmelzens des Lotes vor Oxidation
- Wie man das Flussmittel aufbringt
- Wie man einen flussmittelumh■llten Lotstab richtig anwendet
- Wie man einen flussmittelumh■llten Lotstab richtig anwendet
Wie und wann ben■tzt man einen flussmittelumh■llten Lotstab? Flussmittelumh■llte Lotstðbe vereinigen Flussmittel und Lot in einer einzigen bequemen Form. Flussmittelumh■llte Lotstðbe bieten verschiedene Vorteile: - Sie verk■rzen die L—tzeiten, besonders in der Massenproduktion und auf Montage. - Sie stellen sicher, dass immer der korrekte Typ Flussmittel verwendet wird. - Sie verringern die Menge von Flussmittelchemikalien, mit denen der L—ter umgehen muss.
Flussmittelumh■llte Lotstðbe sind f■r L—tstellen geeignet, bei denen nur eine begrenzte Durchdringung des Lotspaltes mit Flussmittel notwendig ist. Soll das Lot vollstðndig in einen lðngeren kapillaren Spalt fliessen, so ist der Lotspalt vor dem Erwðrmen vollflðchig mit Flussmittel einzustreichen.
L—ttechnik mit flussmittelumh■llten Lotstðben
Nach dem Erwðrmen der L—tstelle ist das Flussmittel des Lotstabes durch Antippen, Abstreichen und Abschmelzen auf die heisse L—tstelle aufzubringen.
Das so aufgebrachte Flussmittel sch■tzt nun die zu l—tenden Komponenten beim weiteren Erwðrmen bis zum Erreichen der L—ttemperatur, bei der weiteres Flussmittel vom Lotstab abzuschmelzen ist.
Wenn man den Stab zwischen den Fingern dreht, wird sichergestellt, dass das Flussmittel gleichmðssig vom Stab auf die Komponente schmilzt.
Man sollte vermeiden, den Stab direkt mit dem Brenner zu erwðrmen, weil so das Flussmittel vom Stab heruntertropft und damit f■r die nðchste L—tung nicht mehr zur Verf■gung steht.
Denn so bliebe nur der nackte Lotstab ohne Flussmittelmantel ■brig.
Flussmittelr■ckstðnde m■ssen durch Einlegen in warmen Wasser f■r ca. 30 Minuten vollstðndig entfernt werden.
- Wie man einen flussmittelumh■llten Lotstab richtig anwendet
- Wie man Silber-Kupfer-Phosphor- und Kupfer-Phosphor-Lotlegierungen verwendet
Selbstfluxende Lotlegierungen (d.h. zusðtzliches Flussmittel ist nicht n—tig) f■r Kupfer-Kupfer- Verbindungen. 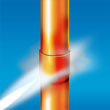
Ébertragen Sie die Flamme auf die gesamte L—tstelle. 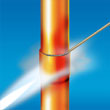
Wenn die Komponenten eine matte kirschrote Farbe haben, f■hren Sie den Lotstab zur L—tstelle. 
Nutzen Sie die Wðrme des Brenners, um das fl■ssige Lot in und um die Fuge zu ziehen. Nach dem L—ten an der Luft abk■hlen lassen.
- Wie man Hart- und Weichlotpasten verwendet
- Auftragen und Positionieren von Lotpasten
Die Verwendung von Pasten erfordert unterschiedlichere Techniken und Praktiken, als f■r andere Formen von Hartloten oder L—tverbrauchsmaterialien verwendet werden. Die Grundprinzipien der L—tstelle mit engen Kapillarspalt, Entfettung der Grundmetallen, korrekte Erwðrmungsmethode, Entfernung der R■ckstðnde und die Sicherheitsanforderungen gelten immer.
Positionierung der Lotpaste
Wðhrend kein besonderes Design vom L—ten mit Paste ausgeschlossen ist, hðngt die Eignung eines Bauteils davon ab, ob gen■gend Platz f■r die Positionierung der Paste mit der erforderlichen L—tmenge verf■gbar ist. Idealerweise sollten die Komponenten ■ber eine geeignete Flðche zur Positionierung der Paste verf■gen, die die Positionierung der Paste adðquat unterst■tzt.
Die folgenden allgemeinen Grundsðtze geben Anhaltspunkte f■r die Positionierung der Lotpaste 1. Wenn immer m—glich, sollten die Bauteile zusammengebaut und die Paste aussen und m—glichst nahe zur L—tstelle aufgebracht werden. 2. Das Aufbringen von Paste auf der L—tstelle sollte vermieden werden, da der Binder nicht vollstðndig verbrennen kann. Dies wird das Fliessverhalten der Paste und der Legierung einschrðnken und die Porositðt der L—tstelle erh—hen. 3. Wenn die Komponenten nicht ■ber eine geeignete Flðche zur Positionierung der Paste verf■gen, sollte diese ■ber der L—tstelle erfolgen. Jede Bewegung der positionierten Paste kann wðhrend des Erhitzens kontrolliert werden, um die fl■ssige Lotpaste in die Richtung der L—stelle zu leiten. In diesem Fall wird eine Flussmittelpaste mit Einbruchscharakteristiken empfohlen.
- Auftragen und Positionieren von Lotpasten
Allgemeine Verkaufs- & Lieferbedingungen | Impressum |Car Wraps | Terms of Use